Уникальные Решения
Развитие современного производственного предприятия, в первую очередь, связано с инновациями и оптимизацией всех процессов. Без этого невозможно добиться по-настоящему сто́ящих результатов, нельзя продолжать движение вперёд и не отставать от конкурентов, а главное – времени.
С это целью нужно внедрять на предприятиях технико-технологический аудит и комплексный подход к решению производственных и не только задач. Оптимизация, автоматизация и повышение эффективности должны затронуть всё – это как никто понимают специалисты ООО «Роботек», задача которых и состоит в аудите предприятий и внедрении на них инновационных решений, позволяющих повысить все их показатели.
Почему «Роботек»
- Мы смотрим в корень – мы не принимаемся за работу, не изучив и не поняв ситуацию. Наша первая задача всегда – аудит предприятия, кадрового состава, состояния оборудования. Лишь после тщательной экспертизы мы начинаем работать над индивидуальным решением для клиента. Только такой подход мы считаем профессиональным и добросовестным.
- Мы внедряем высокотехнологичное оборудование, что позволяет в разы повысить эффективность и окупаемость. Технологии – главное оружие в конкурентной борьбе, и мы умеем использовать его.
- Мы разрабатываем уникальные решения для клиентов, опираясь на их потребности, учитывая особенности каждой ситуации, принимая во внимание мельчайшие нюансы. И это позволяет добиться лучших результатов.
- Мы производим полный цикл работ по решению производственных задач клиентов: аудит и разработку технологических решений, подбор, доставку и запуск оборудования, составление логистической системы, обучение ИТР и рабочих и так далее. На результат влияют все факторы, и мы не упускаем из виду ни один из них.
Обращаясь в ООО «Роботек», можете быть уверены в получении оперативной и профессиональной помощи и решении задач на самом высоком уровне.
ООО «Роботек» создано с целью совместного производства с компанией Pro beam в России. Компания Pro beam – мировой лидер в разработке и производстве оборудования электронно-лучевой технологии.
На основе 40-летнего опыта компании Pro beam и наших знаний в металлообрабатывающем секторе Российского сегмента рынка металлообрабатывающих производств, мы бы хотели предоставить реальные примеры применения электронно-лучевой технологии в современном производстве.
Электронно-лучевые технологии – это не только сварка в вакууме, а так же широкие возможности в области термической обработки материалов, перфорации и покрытия поверхности.
Варианты применения Электронно-Лучевой технологии в производстве на реальных примерах
Сварка литий-ионных аккумуляторов

Преимущества:
- Сварка в вакууме для безопасной герметизации аккумуляторов
- Быстрая обработка за счет технологии нескольких сварочных ванн
Сварка дисков из алюминиевых и магниевых сплавов
Технические характеристики:
Объем камеры: 2 м3
Макс. напряжение: 80 кВ 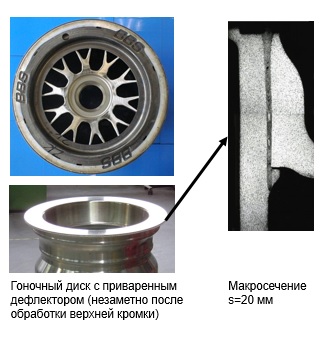
Мощность пучка: 15 кВт
Время цикла: 60 с
Заготовка: Диск
Материал: ZK60 / AZ80 (Mg-сплав)
Общие и пользовательские преимущества:
- Стык незаметен после обработки
- Высокая автоматизация, в том числе поиск стыков
- Сварочный процесс без участия оператора
- Универсальная система
- Разнообразие компонентов и технологий
Сварка приводного вала
Технические характеристики:
Объем камеры: 0,5 м3 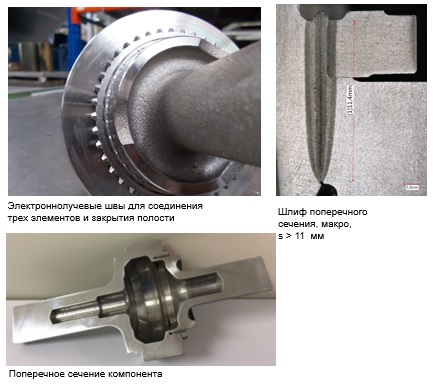
Макс. напряжение: 120 кВ
Мощность пучка: 3,3 кВт
Заготовка: приводной вал
Материал: 20 MnCr5
Общие и пользовательские преимущества:
- Сварочный шов для соединения трех деталей
- Экономия одной операции
- Экономия массы за счет полостей
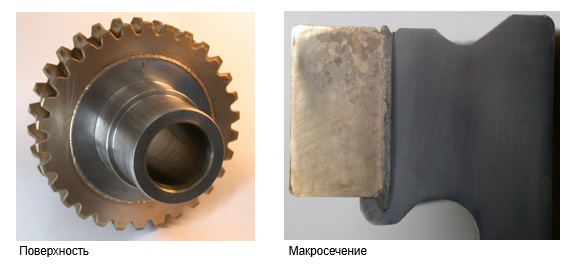
Сварка зубчатых колес
Технические характеристики: 
Объем камеры: 0,5 м3
Макс. напряжение: 100 кВ
Мощность пучка: 2,2 кВт
Заготовка: зубчатые колеса
Материал: TL 4227/TL 4521
Общие и пользовательские преимущества:
- Полная автоматизация, включая определение стыков
- Сварочный процесс без участия оператора
- Практически отсутствует искривление
Закалка рабочих элементов распредвала
Технические характеристики: 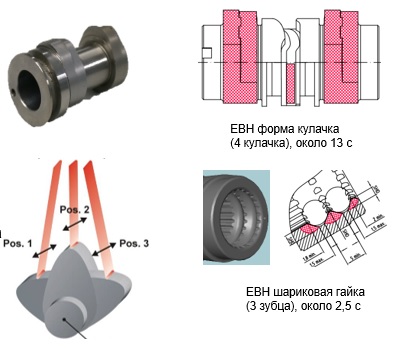
Объем камеры: 0,165 м3
Макс. напряжение: 60 кВ
Мощность пучка: 6 кВт
Время цикла: 17 с
Заготовка: распределительный вал
Материал: 51CrV4
Общие и пользовательские преимущества:
- Минимальное искривление за счет подвода малого количества теплоты
- Применяемость практически ко всем готовым кулачковым элементам
- Отсутствие шероховатости поверхности
- Отсутствие выцветания
- Большой экономический потенциал
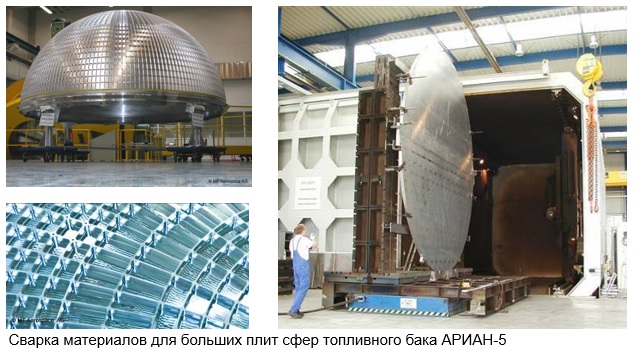
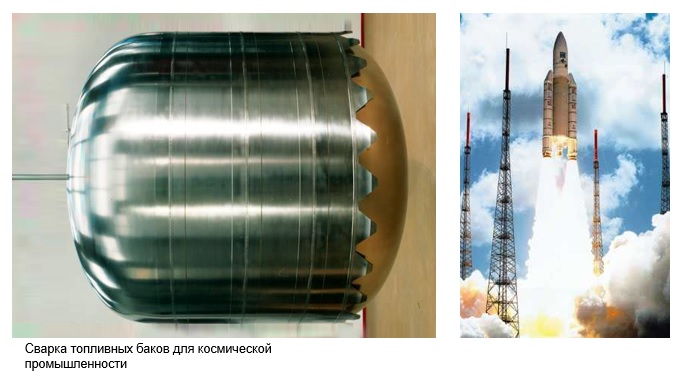
Сварка легких сплавов - Алюминий

Технические характеристики:
Объем камеры: 600 м3
Макс. напряжение: 80 кВ
Мощность пучка: 45 кВт
Время цикла: 1,5 ч (глубокая сварка, 31 минута)
Заготовка: пластина
Материал: AlCu6Mn (AA2219)
Сварка легких сплавов
Общие и пользовательские преимущества:
- Отсутствует альтернативный производственный процесс
- 100 % испытания США
- Обработка без трещин, формования и механической обработки
- Высокая надежность в серийном производстве (контрактное производство)

Общие и пользовательские преимущества:
- Сварка и шлифовка в одном зажиме, частично в одном цикле (технология нескольких ванн)
- Низкая пористость за счет нескольких сварочных ванн, идущих друг за другом (одна струя с быстрым отклонением)
- Верхний ползун с идеальной плоскостностью (оптика)
Сварка - датчики
Технические характеристики: 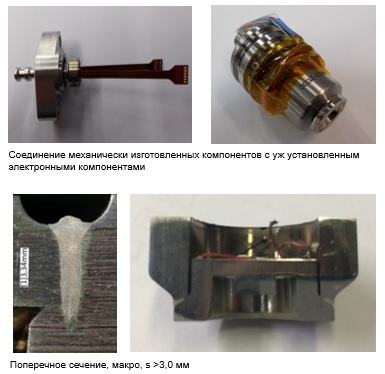
Объем камеры: 0,5 м3
Макс. напряжение: 140 кВ
Мощность пучка: 0,6 кВт
Время цикла: 10 с
Заготовка: датчик
Материал: Inconel 625 / сплав HC22
Общие и пользовательские преимущества:
- Без окисления оболочки
- Без необходимости в очистке после ЭЛ-обработки
- Большая глубина сварки при низкой температуре
- Сварка с собранными электронными компонентами
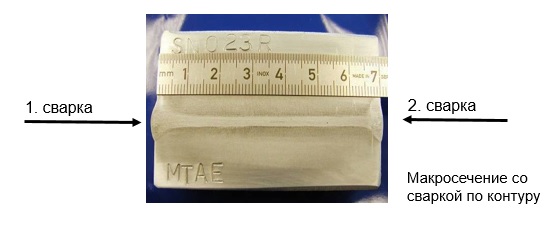
Сварка ниобия

Сварка крупногабаритных изделий

Варианты применения Электронно-Лучевой технологии в атомной индустрии
Вакуумный сосуд МЭТР – термоядерный реактор

Один из сегментов вакуумного сосуда (МТЭР)
Конструкция с двойной стенкой из 316LN(IG) толщиной 60 мм. 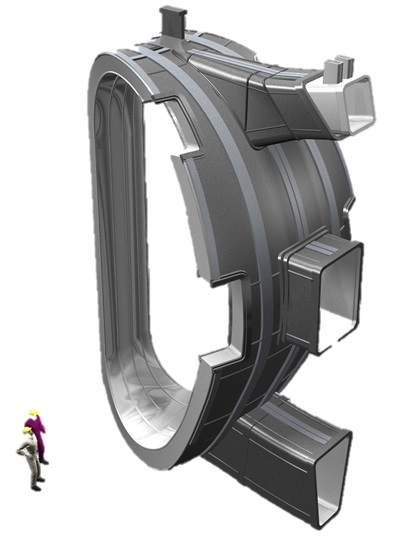
Размер: 11x7 м
Масса: ~450 т
Допуск вдоль кромки сектора ±5 мм
Вакуумный сосуд – полностью сварная конструкция, которая должна выдерживать давление
охлаждающей воды в 24 бар, а также сильные магнитные силы реактора в случае быстрой коммутации.
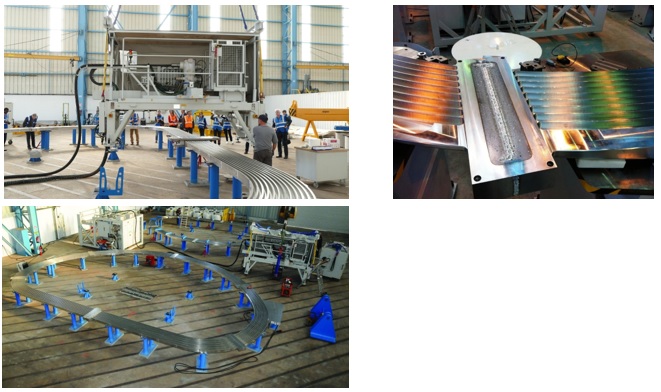
Производство радиальной пластины для МЭТР D-образных катушек

Варианты применения Электронно-Лучевой технологии в Авиационной промышленности
Сварка элементов турбины — Авиация
Технические характеристики: 
Объем камеры: 0,7-1,0 м3
Макс. напряжение: 80 кВ
Мощность пучка: 15 кВт
Время цикла: 60-600 с
Заготовка: элементы турбины
Материал: AMS сталь и Ni-Leg.
Общие и пользовательские преимущества:
- Компактная ЭЛ-сварочная машина
- Камера 0,7 / 1 кв. м
- Процесс с несколькими зажимными системами
ЭЛ-технология - применение: сварка турбинных колес
Турбинное колесо из кованного алюминия 
От мелких до крупных деталей аэрокосмической промышленности с разными требованиями
Результат:
Сварка заготовок сложной формы
Сварка разных материалов (пример стали высокого сорта со сплавом на основе Ni)
Сокращение доработки
Продукт – процесс – материал:
Процесс: две детали, внутреннее рабочее колесо и внешнее кольцо
Материал: AlMgSi1
Глубина провара: > 2 мм (каждое крыло)
Масса: 0,5 кг
Детали вертолета

Варианты применения Электронно-Лучевой технологии в Космической индустрии
EADS SPACE - изготовление элемента спутника
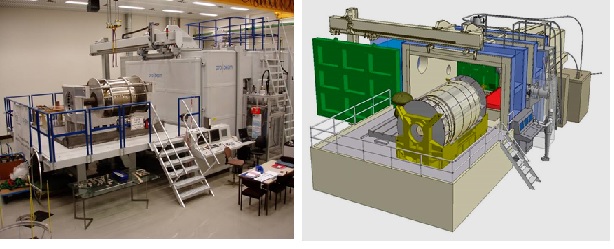
Технические характеристики:
- Объем основной камеры: 46 м3
- Объем дополнительной камеры: 10 м3
- Внутренняя вакуумная раздвижная дверь
- Два ЭЛ-генератора
(горизонтальное и вертикальное положение) - ЭЛ-генератор (вертикальное движение), скользящее устройство (600 мм)
- 3 CCD видеокамеры для мониторинга
- Номинальное ЭЛ ускоряющее напряжение: 140 кВ
- Номинальная мощность ЭЛ-генератора: 15 кВт
- Рабочий вакуум: 5 x 10-5 мбар
Сварка в космической отрасли
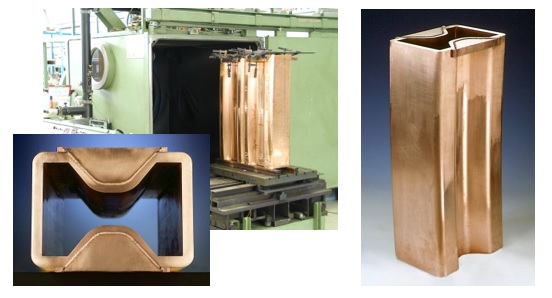
Сварка Медных сплавов
Примеры криогенных баков из Cu-OFE
- Глубина провара: 12 мм для ЭЛ-шва полного провара
- 3 радиальных и 2 продольных ЭЛ-шва на детали
- Без прогрева, без наполнителя
- Не требуется герметичность

Примеры отсека из Cu-HCP
- Глубина провара: 17 мм; 38 мм; 57 мм в качестве ЭЛ-швов частичного провара
- Без прогрева, без наполнителя
- Программирование разных контуров с помощью CAD-чертежа

Примеры отливок из CuCrZr (Elbrodur)
- Глубина провара: 40 мм в качестве ЭЛ-швов частичного провара
- Без прогрева, без наполнителя
- Калиброванное литье в уже готовые формы перед ЭЛ-сваркой
Примеры сварки бронзы CuSn12Ni со сталью 16MnCr5
- Глубина провара: 20 мм в качестве ЭЛ-шва частичного провара
- Без прогрева, без наполнителя
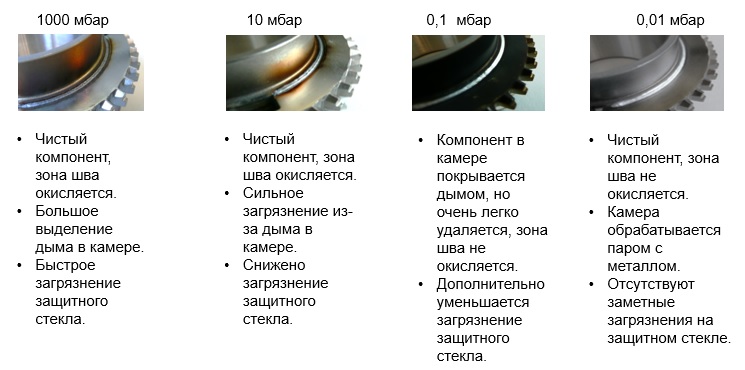
Лазерная сварка при пониженном давлении
Объем камеры: 2 м3 (8 компонентов одновременно) ![]()
Макс. напряжение: 60 кВ
Мощность пучка: 15 кВт
Время цикла: 15 с
Заготовка: трансмиссионное колесо, VL корпус с трансмиссионным колесом
Материал: 20MnCr5
Общие и пользовательские преимущества:
- Комплексная система, включая обнаружение / промывку / соединение /
размагничивание / сварку и ультразвуковые испытания
- Максимальная гибкость
- Универсальное производство
- Высокая надежность